Space Shuttle
Ceramic Tiles
By Ryan Oakes
Table of Contents:
Thermal Protection System (TPS)
Just about every single person in the
The Thermal Protection System on the orbiter is its biggest defense to the heat encountered during re-entry. The orbiter must be able to withstand extreme temperatures and air deflections while coming back in. Every time the orbiter enters the atmosphere it loses several of these tiles, but as long as they don’t all come off in one spot the orbiter will be okay. These tiles are made of ceramic materials and must be able to withstand a temperature of nearly 3,000 oF. There are over 27,000 of these tiles on the shuttle, all just as important as the next.
The pictures below show what the shuttle looks like during re-entry and taking a right bank turn. As you can see the shuttle is burning up, but the thermal protection system enables the inside of the shuttle to stay cool. As you could imagine it is encountera lot of heat during this process. See Figure 1.
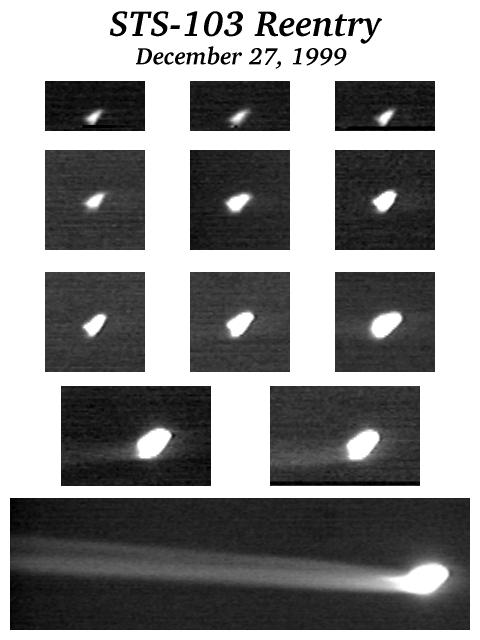
Figure 1. Pictures of the shuttle during re-entry and turning to the left.
Thermal Protection System (TPS)
The thermal protection system consists of various materials applied to the outer surface of the orbiter to protect the orbiter at extreme temperatures, primarily during the re-entry into the atmosphere. These materials are the last defense before the aluminum and graphite epoxy shell.
During re-entry, the TPS materials perform in temperature ranges from minus 250 F in the cold soak of space to entry temperatures that reach nearly 3,000 oF. Because the thermal protection system is installed on the outside of the orbiter skin, it establishes the aerodynamics over the vehicle in addition to acting as the heat shield.
The TPS is a passive system consisting of materials selected for stability at high temperatures and weight efficiency. These materials are as follows:
1. Reinforced carbon-carbon (RCC) is used on the wing leading edges; the nose cap, including an area near the nose cap on the lower surface, and an area around the forward orbiter/external tank structural attachment. RCC protects areas where temperatures exceed 2,300 oF during entry.
2. Black High-Temperature Reusable Surface Insulation (HRSI) tiles are used all over the orbiter; there are nearly 20,000 of these tiles on the orbiter. They do not encounter the most extreme temperatures but must withstand some heat. The HRSI tiles protect areas where temperatures are below 2,300 oF.
3. Black tiles called Fibrous Refractory Composite Insulation (FRCI) were developed later in the thermal protection system program. FRCI tiles replace some of the HRSI tiles in selected areas of the orbiter. There are nearly 3,000 FRCI tiles on the shuttle, primarily in areas of high heat. FRCI tiles are mostly used on the base of the shuttle; this is where the highest heat is encountered.
4. Low-Temperature Reusable Surface Insulation (LRSI) white tiles are used in selected areas of the orbiter; such as the vertical tail and upper wing. These tiles protect areas where temperatures are below 1,200 oF. The tiles are white since while in orbit the shuttle encounters extremely low temperatures and the white surface provides better thermal characteristics when the temperature is below 0 oF.
5. Advanced Flexible Reusable Surface Insulation (AFRSI) blankets
were developed after the orbiter
6. White blankets made of coated Nomex Felt Reusable Surface Insulation are used on the upper payload bay doors, and portions of the upper wing surface. These blankets are used in areas where the temperature does not exceed 700 oF.
Table 1 below shows an idea of how many and how much area each type of installation takes up on the orbiter. (See Table 1.) Figure 2 below Table 1 gives an approximate location of each tile and insulation type for the shuttle. See Figure 2.
Table 1. Approximate amount of tiles used on each orbiter and for the blankets and approximate amount of square feet used.
|
AFRSI + FRSI |
HRSI |
LRSI |
FRCI |
|
~1,800 sq. ft. |
~20,500 |
~800 |
~3,000 |
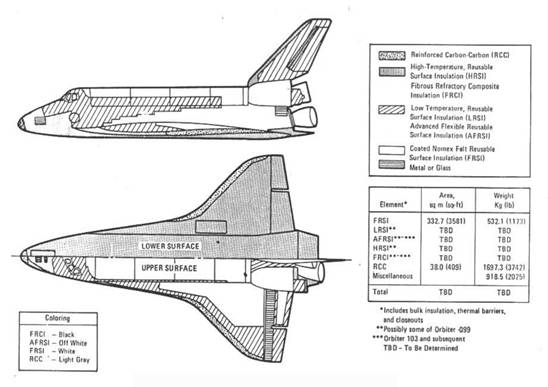
Figure 2. Approximate location of different tiles on the shuttle.
Each tile is inspected before launch and after re-entry. This ensures that the tile(s) are adequate for another flight. If the tile is not ready for another flight it is replaced with a new one. This ensures the safety of those aboard the orbiter. Figure 2 below shows employees of Rockwell inspected a tile before launch. See Figure 3.
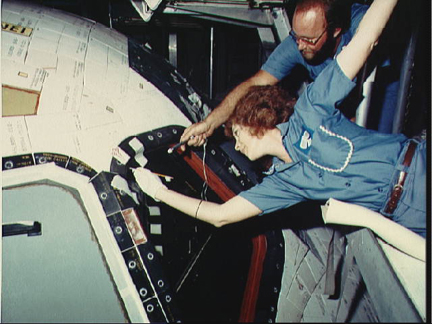
Figure 3. Technicians at Rockwell repair a TPS tile before launch.
REINFORCED CARBON-CARBON
The reinforced carbon-carbon tiles are produced by impregnating a graphitized rayon cloth with a phenolic resin. Basically, this cloth is filled with some juice. The cloth is then placed in an autoclave for curing. After being cured, the cloth is pyrolized to convert the resin to carbon. The cloth is then impregnated with furfural alcohol in a vacuum chamber, then cured and pyrolized again to convert the alcohol to carbon. The process is repeated three times until the desired carbon-carbon properties are achieved.
Then, to ensure that the carbon-carbon material won’t oxidize the outer surface is coated with silicon carbide. The RCC is packed in a retort with a dry pack material made up of a mixture of alumina, silicon and silicon carbide. The retort is then placed into a furnace, and the coating is converted while in argon with a stepped-time-temperature cycle up to 3,200 oF. A diffusion reaction occurs between the dry pack and carbon-carbon which causes the outer layers of the carbon-carbon to convert to silicon carbide (a whitish-gray color) without increasing the thickness. The silicon carbide coating protects the carbon-carbon surface from oxidation. But, the silicon-carbide coating can and mostly will develop surface cracks caused by differential thermal expansion mismatch, requiring further oxidation resistance. So the material must end up with the same thermal expansion or it will break.
This is provided by impregnating a coated RCC part with tetraethyl orthosilicate. The part is then sealed with a glossy overcoat. The RCC laminate is better than a sandwich design because it is light in weight and rugged. The operating range of RCC is from minus 250 oF to about 3,000 oF, practically the same range as the orbiter encounters in space and during re-entry. The RCC tile is resistant to fatigue loading that is experienced during ascent and re-entry.
HIGH-TEMPERATURE REUSABLE SURFACE INSULATION TILES
The HRSI tiles are made of low-density, high-purity silica; it is a 99.8-percent amorphous fiber (fibers derived from common sand, .001 to .002 in. thick). Because 90 percent of the tile is air and the remaining 10 percent is material, the tile weighs approximately 9 pounds per cubic foot. A slurry containing fibers mixed with water is casted to form soft, porous bricks to which a colloidal silica binder solution is added. After being sintered the block is ready to be cut and machined into the required dimensions.
HRSI tiles vary in thickness from 1 to 5 inches. The thickness of each tile is determined by the heat encountered during re-entry. In general, the tiles get thinner as you go from the front end of the orbiter to the back. During orbit, the HRSI tiles withstand cold soak conditions, repeated heating and cooling, and thermal shock. The tiles must be able to perform when being put into thermal shock; they must not break or crack.
For example, an HRSI tile taken from a 2,300 oF oven can be immersed in cold water without damage. Surface heat dissipates so quickly that an uncoated tile can be held by its edges with an ungloved hand seconds after removal from the oven while its interior still glows red. Figure 4 below shows an example of what the tiles encounter during re-entry. See Figure 4.
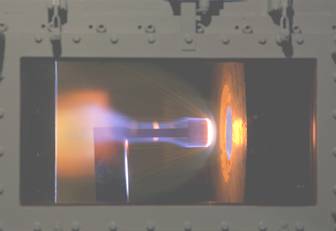
Figure 4. Testing of HRSI tiles in 1975 shows the amount of heat they can withstand.
The HRSI tiles are coated on the top and sides with a glassy material with a liquid carrier. This glass is sprayed on the tile to a coating thickness of .016 to .018 in. Once the tiles are coated they are baked in an oven at about 2,300 oF. The final brick is now a glossy black brick that is completely waterproof.
Since the tiles thermally expand and contract (very little compared to the orbiter structure), it is necessary to leave gaps of .025 to .065 mils between them to prevent the tiles from contacting each other. The gaps are filled with Nomex felt, called filler bars.
The HRSI tiles have been developed with two different densities: the first weighs 22 pounds per cubic foot and is used in all areas around the nose and main landing gears, wing leading edge, and the remaining areas use tiles that weigh 9 pounds per cubic foot (see Figure 1 for exact amount).
FIBROUS REFRACTORY COMPOSITE INSULATION TILES
The FRCI
tiles were developed by NASA's Ames Research
Center,
The FRCI tiles are a high strength tile derived by adding AB312
(alumina-borosilicate fiber), called Nextel, to the pure silica tile
slurry. These tiles are developed by
the 3M Company of
Once the tile is cured and has the black glass coating placed on it is compressed during curing to reduce the chances of the tile cracking when being handled and while in operation. In addition to the improved coating, the FRCI tiles are lighter than the basic HRSI tiles. Plus, the FRCI tiles also have a tensile strength at least three times greater than that of the HRSI tiles and can be used at a temperature almost 100 oF higher than that of HRSI tiles.
The FRCI tile manufacturing process is practically the same as that for the 99.8% pure silica HRSI tiles. It requires a higher sintering temperature along with some other small additions and changes. When the tile is dried, a rigid block is produced. The FRCI tiles are cut and machined the same as the HRSI tiles and also vary in thickness.
The FRCI tiles are used to replace the HRSI 22 lbs per cubic foot tiles. The FRCI tiles have a density of 12 pounds per cubic foot. They also provide a better strength, durability, resistance to coating cracking, and weight reduction.
LOW-TEMPERATURE REUSABLE SURFACE INSULATION TILES
The LRSI tiles are of the same construction and have the same basic functions as the 99.8% pure silica HRSI tiles, but they are thinner (0.2 to 1.4 inches) than HRSI tiles. The thickness of the tile is determined by the amount of heat the tile encounters. The LRSI tiles are manufactured the same way as the 99.8% pure silica HRSI tiles, except the tiles are 8x8 inch squares and are coated to be optically and water resistant (the coating is about .010 in. thick). The coating is made of silica compounds with shiny aluminum oxide to enhance and obtain the best optical properties possible. The LRSI tiles are installed onto the orbiter the same way the HRSI tiles are.
Because of the heat encountered during re-entry on the wing leading edges
the LRSI tiles were recently replaced with the FRCI and HRSI tiles. Discovery and Atlantis were the first to be
replaced;
ADVANCED FLEXIBLE REUSABLE SURFACE INSULATION BLANKETS
The other areas of the shuttle that used LRSI tiles have been replaced by AFRSI blankets. AFRSI is low-density fibrous silica batting that is made up of a high purity silica and 99.8% amorphous silica fibers (.001 to .002 mils thick). The batting is squished between a woven high temperature silica fabric and a low temperature glass fabric. Then the squished batting is sewn together with silica thread, it now has a quilt like appearance. The AFRSI composite density is approximately 8 to 9 lbs per cubic foot and varies in thickness from 0.45 to 0.95 inches. Once again, the thickness of the tile depends on where it is used and the heat it will encounter.
Rockwell produces the AFRSI thermal blankets in 3x3 foot squares. The use of the AFRSI blankets reduces the weight of the shuttle, they reduce fabrication and installation costs, and they reduce installation time. Maybe pretty soon the whole shuttle will be these AFRSI blankets and reduce the weight drastically. But before then they must be able to encounter the extreme temperatures.
FELT REUSABLE SURFACE INSULATION
The FRSI varies in thickness from 0.160 to 0.40 inches depending on the heat encountered during re-entry. FRSI is 3 to 4 foot squares, except when being used where they are cut to fit. The FRSI is bonded directly to the orbiter by silicon adhesive applied at a thickness of about 0.20 inch. A white silicon elastomer coating is used to waterproof the felt and provide required thermal and optical properties. FRSI covers nearly 50 percent of the orbiter's upper surfaces. Figure 4 below shows a thermal blanket after being tested to a temperature of nearly 2000oF. Most of the blankets don’t encounter this temperature but if you were an astronaut wouldn’t it be nice to know the blanket exceeds the expectations?

Figure 5. TPS blanket after being tested at 2000oF.
For more information feel free to browse any of NASA’s affiliate websites below, or run a search of your own. The best bet is to a run a search for “Thermal Protection System”.
http://shuttlepayloads.jsc.nasa.gov/flying/tour/opf2.htm
http://science.ksc.nasa.gov/shuttle/technology/sts-newsref/sts_sys.html
http://www-pao.ksc.nasa.gov/kscpao/nasafact/tps.htm
http://www.centennialofflight.gov/essay/Evolution_of_Technology/TPS/Tech41.htm
http://asm.arc.nasa.gov/projects/sharp/pl1.shtml
http://www.kistleraerospace.com/photogallery/photopages/tps01.html
http://spaceflight.nasa.gov/shuttle/reference/shutref/orbiter/tps/
http://www.ghgcorp.com/stuart/shuttleentry/sts103/sts103.html
Retort - A closed laboratory vessel with an outlet tube, used for distillation, sublimation, or decomposition by heat.
Composite - A complex material, such as wood or fiberglass, in which two or more distinct, structurally complementary substances, especially metals, ceramics, glasses, and polymers, combine to produce structural or functional properties not present in any individual component.
Nomex - Thermal conductor used to fill in gaps on the orbiter.
Graphitized - To convert into graphite, as by a heating process.
Pyrolized – To fire a material in a furnace or kiln.
Autoclave
- A strong, pressurized, steam-heated vessel, as for
laboratory experiments, sterilization, or cooking.
Oxidize - To combine with oxygen; make into an oxide. Such as Carbon Monoxide, combination of carbon and oxygen.
Diffusion - The spontaneous intermingling of the particles of two or more substances as a result of random thermal motion.
Thermal Expansion - the growth or shrinking of a material due to a change in the materials temperature or the environments.
Fatigue Loading - The weakening of a material through several cycles of stress.
Amorphous - Lacking definite form; shapeless. Or lacking organization; formless.
Colloidal - A system in which finely divided particles, which are approximately 10 to 10,000 angstroms in size, are dispersed within a continuous medium in a manner that prevents them from being filtered easily or settled rapidly.
Sintered - To form a coherent mass by heating without melting.
Fusion - The act or procedure of liquefying or melting by the application of heat. Or the merging of different elements into a union
Tensile Strength -
The resistance of a material to a force tending to
tear it apart, measured as the maximum tension the material can withstand
without tearing.
Rigid - Not flexible or pliant; stiff; fixed.
Acknowledgements
Materials Science and Engineering Department at the
Professor Tom Stoebe