Solheim Manufacturing Science & Technology Laboratory
High Pressure Water Jetting

Students : Rishi Pahuja
Cutting edge innovative applications of ultra-high-pressure Waterjet processes at 600 MPa are under investigation. High pressure processes of focus have been surface preparations, surface texturing, and the related subsurface modifications. Research to date has been centered on aerospace materials, with specific investigations into surface preparations as applied medical implant materials, and coating removal applications.
Solheim Manufacturing Science and Technology is one of the initial contributors to the development of new age Abrasive Waterjet Technology. The current research work in this domain focuses upon the study of the machinability of thick and high temperature Titanium-Graphite fiber metal laminates.







High Temperature FMLs
 Hybrid composite laminates, also known as FML (Fiber Metal laminates) is a group of engineered materials with alternate layers of two or more composite and monolithic metal as material system. The directional properties of composites with added benefits by metal foils such as protection of composite core from heat and moisture, better distribution of point load and enhanced compression after impact (CAI) strength renders high strength and stiffness to weight ratio and superior corrosion resistance, impact resistance, fracture resistance and better fatigue properties making them superior to other conventional material systems.
Hybrid composite laminates, also known as FML (Fiber Metal laminates) is a group of engineered materials with alternate layers of two or more composite and monolithic metal as material system. The directional properties of composites with added benefits by metal foils such as protection of composite core from heat and moisture, better distribution of point load and enhanced compression after impact (CAI) strength renders high strength and stiffness to weight ratio and superior corrosion resistance, impact resistance, fracture resistance and better fatigue properties making them superior to other conventional material systems.
The new Airbus A-380, the largest passenger air plane in the world, utilized glass reinforced fiber metal laminate (GLARE), which has alternate layers of aluminum and glass fiber reinforced polymer composite, for the upper fuselage and on the stabilizers’ leading edges. However, Titanium Graphite laminate (TiGr) which is composed of alternate layers of graphite reinforced thermoplastic composite and titanium sheets is more pertinent to the future needs where aircrafts could experience high skin temperatures (177 °C) at supersonic speeds.
| Graphite Fiber composite vs Titanium | |
| · High strength to weight | · Low thermal conductivity |
| · Low density | · Bio compatibility, electrical conductive |
| · High fatigue resistance | · High strength at elevated temperature |
| · High impact resistance | · Corrosive resistance |
Machining challenge for TiGr
Although, TiGr laminates are generally molded/autoclaved to a near net shape, machining such as drilling and slit cutting is often required. Machining of composites alone poses a great challenge, which becomes even worse in a three phase material system – hybrid composites, where the non-homogeneity and anisotropy of composites together with the difference in the removal mechanism for all the three different phases aggravate machining problem. On one hand, the presence of hard and brittle fibers, thermally low conductive matrix material, and metal foils as three different phases are advantageous, but on the other hand their machining through conventional processes leads to severe issues such as excessive tool wear and thermal distortion, fiber pull out, matrix cratering, delamination, fraying, dust and burr formation from metal foils, cropping up as limitations of conventional machining processes. Reported composite fabrication studies claimed that 60% of the rejected composite parts come from secondary machining defects, highlighting the need and importance of more precise and non-traditional methods in composite machining.
Applicability of Abrasive Waterjet Machining
Abrasive Waterjet machining (AWJ) is a widely used unconventional alternative because of properties including zero thermal damage in the workpiece and high cutting speed, wide working range and environmental friendly. Several FEM, analytical and experimental models have been developed to predict the effect of process parameters on the performance of machining ceramics and composites.
Material Removal Mechanism
The material removal mechanism was studied for different phases. Titanium is cut by ductile shearing, abrasive plowing, and scratching action. The matrix material is cut by shearing and plastic deformation while fibers are cut by micro chipping, brittle fracture, and bending failure
 |
 |
| Brittle chipping of fibers | Titanium shearing |
Comparison of diamond saw and AWJ cut.

Optical images depicting the material removal mechanism.


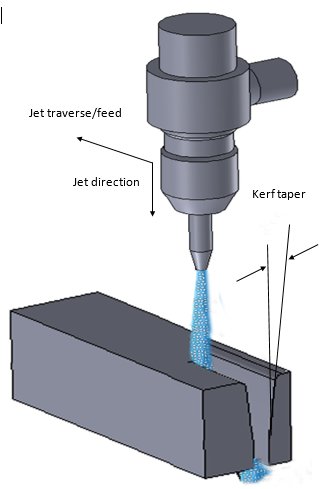
Since AWJ machining involves the interaction between the Abrasive-water slurry jet with the material, the jet energy decreases at the exit side of the cut. This leads to low cutting ability of the abrasives near the exit side of the jet and hence, a tapered cut is obtained.One of the challenging issues in AWJ machining is to optimize the process to reduce this taper.

Recent Publications
- Pahuja and M. Ramulu “Machinability of Titanium/CFRP Stacks in Trimming and Drilling using Abrasive Waterjet”, Submitted at SAMPE 2017 conference, Seattle, WA
- Pahuja and M. Ramulu “Machinability of Randomly Chopped Discontinuous Fiber Composites: A Comparative Assessment of Conventional and Abrasive Waterjet”, BHR 2016 Waterjetting conference, Seattle, WA
- Pahuja, M. Ramulu, and M. Hashish “Abrasive Waterjet Profile cutting of thick Titanium/Graphite fiber metal laminate” , ASME 2016 IMECE conference, Phoenix, Arizona
- Ramulu, V. Isvilanonda, R. Pahuja, M. Hashish “Experimental Investigation of Abrasive Waterjet Machining of Titanium Graphite Laminates”, Int. J. Autom. Technol. 2016; 10:392–400. doi:10.20965/ijat.2016.p0392
- Ramulu, R. Pahuja, M. Hashish and V. Isvilonanda “Abrasive Waterjet Machining Effects on Kerf Quality in Thin Fiber Metal Laminate” Proceedings of the 2015 WJTA-IMCA Conference, November 2-4, 2015 held in New Orleans, Louisiana.
- Pahuja, M. Ramulu, and M. Hashish “Abrasive Water jet Machining (AWJ) of hybrid Titanium/Graphite composite laminate: Preliminary results”, Proceedings of 22nd International Conference on Water Jetting 2014, Haarlem, Netherlands, BHR Group Publ., September 3-5, 2014, pp 83-95.


