Polymer Optical Fiber Manufacturing - Fiber Drawing
- Overview
- Preform Heating
- Fiber Drawing
- Heating Instabilities
A schematic of the fiber drawing system is shown below.
A preform is fed into the furnace at a specified speed. The preform is heated
within the furnace and becomes soft allowing it to
be pulled into a fiber. The fiber exits the furnace at a given draw speed
with a time averaged fiber diameter that is governed by the conservation of mass.
Downstream of the furnace a laser diameter gauge measures the fiber diameter.
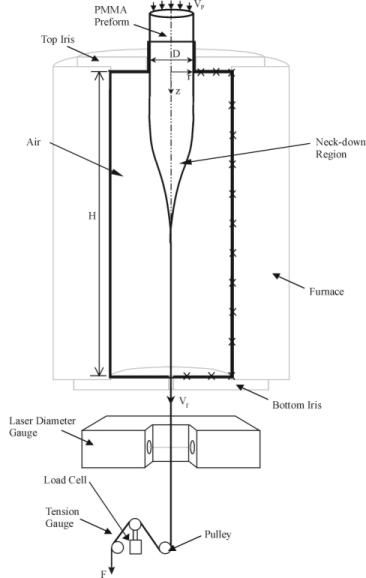
Unfortunately, thermal and operational perturbations can affect the fiber diameter uniformity. In order to achieve sub-micron diameter tolerance a robust and stable drawing system is required. This has motivated considerable investigation of the fiber-drawing environment.
Numerical Model
The steady-state drawing environment is much more complicated than the initial heating case previously investigated. The flow and shape of the necking polymer is determined by the polymer's rheology. The polymer's rheology is in turn dependant on the heat transfer within the furnace, which is sensitive to the shape of the polymer. This creates a highly complex, coupled, non-linear problem that necessitates the calculation of:
-
the thermal radiation and natural convection heat transfer within the furnace,
-
the complex circulation of the natural convection cells,
-
the flow field of the temperature dependent, non-Newtonian polymer,
-
and the shape of the polymer/air free surface interface.
This task is tackled by the commercial finite element package FIDAP.
FIDAP uses the method of
spines to construct the polymer/air interface. Using this method the free
surface shape can be solved simultaneously with the flow and temperature
fields using the fully coupled Newton-Raphson solution method. The
adjacent figure
illustrates the deforming mesh of the necking polymer (in red) and shows
the calculated temperature contours (left) and flow field (right).
The figure below shows the predicted and
experimentally measured draw force for a range of furnace wall
temperatures. Because of PMMA's highly temperature dependent viscosity
the draw force decreases by over 80% when the furnace wall temperature is
increased 15C. Typically, an error of 1C in the predicted polymer
temperature will translate into a 10% error in the predicted draw tension.
For this reason considerable care is required in modeling the fiber
drawing environment. Special attention should be focused on correctly
assigning the thermal boundary conditions and ensuring there is a
sufficient number of radiating elements.
Below are plots of the measured and numerically predicted
free-surface shapes for a range of preform feed speeds. At higher mass through-put,
the polymer progresses further before it heats
sufficiently to deform and neck-down to a fiber.